

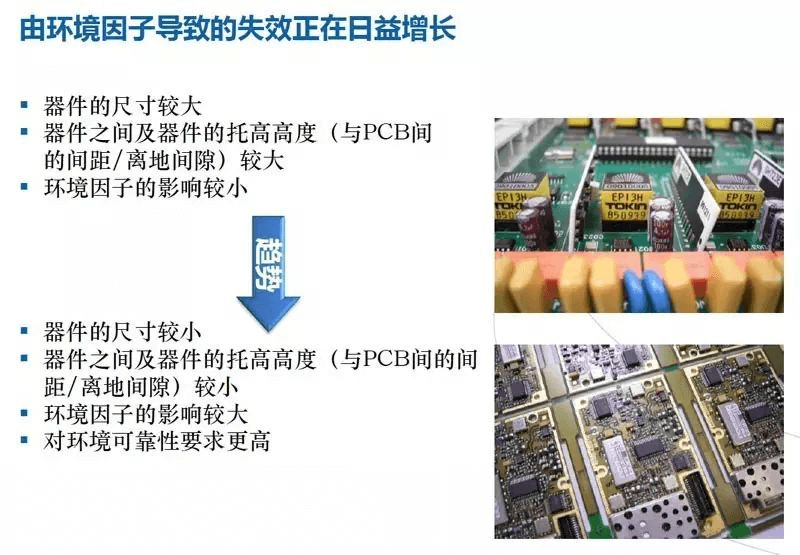
পিসিবিএ উপাদানগুলির আকার যত ছোট থেকে ছোট হচ্ছে, ঘনত্ব তত বেশি হচ্ছে; ডিভাইস এবং ডিভাইসের মধ্যে সাপোর্টিং উচ্চতা (পিসিবি এবং গ্রাউন্ড ক্লিয়ারেন্সের মধ্যে ব্যবধান)ও তত কম থেকে কম হচ্ছে, এবং পিসিবিএ-তে পরিবেশগত কারণগুলির প্রভাবও বাড়ছে। অতএব, আমরা ইলেকট্রনিক পণ্যের পিসিবিএ-এর নির্ভরযোগ্যতার উপর উচ্চতর প্রয়োজনীয়তাগুলি সামনে রেখেছি।
১. পরিবেশগত কারণ এবং তাদের প্রভাব
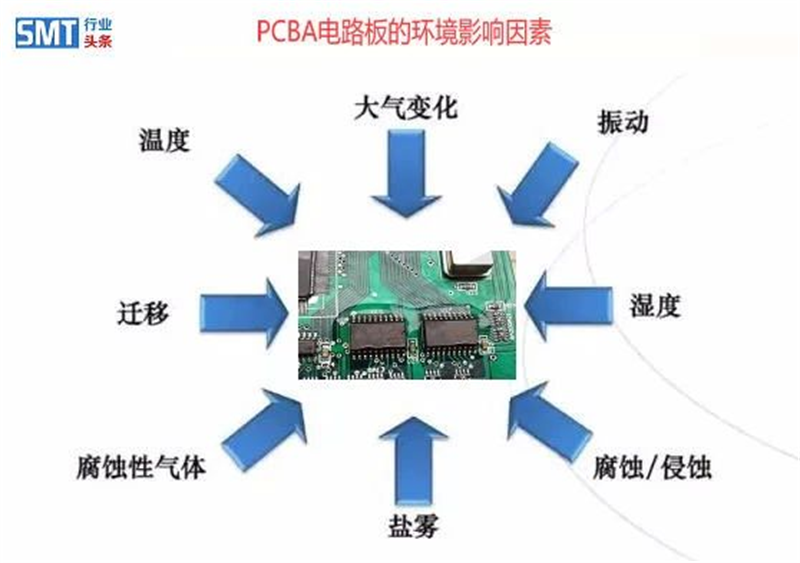
সাধারণ পরিবেশগত কারণ যেমন আর্দ্রতা, ধুলো, লবণ স্প্রে, ছাঁচ ইত্যাদি, PCBA-এর বিভিন্ন ব্যর্থতার সমস্যা সৃষ্টি করতে পারে।
আর্দ্রতা
বাহ্যিক পরিবেশে প্রায় সকল ইলেকট্রনিক পিসিবি উপাদানই ক্ষয়ের ঝুঁকিতে থাকে, যার মধ্যে জল ক্ষয়ের জন্য সবচেয়ে গুরুত্বপূর্ণ মাধ্যম। জলের অণুগুলি যথেষ্ট ছোট যে কিছু পলিমার পদার্থের জালের আণবিক ফাঁক ভেদ করে ভিতরে প্রবেশ করে অথবা আবরণের পিনহোল দিয়ে অন্তর্নিহিত ধাতুতে পৌঁছায় যার ফলে ক্ষয় হয়। যখন বায়ুমণ্ডল একটি নির্দিষ্ট আর্দ্রতায় পৌঁছায়, তখন এটি উচ্চ ফ্রিকোয়েন্সি সার্কিটে পিসিবি ইলেক্ট্রোকেমিক্যাল মাইগ্রেশন, লিকেজ কারেন্ট এবং সংকেত বিকৃতি ঘটাতে পারে।
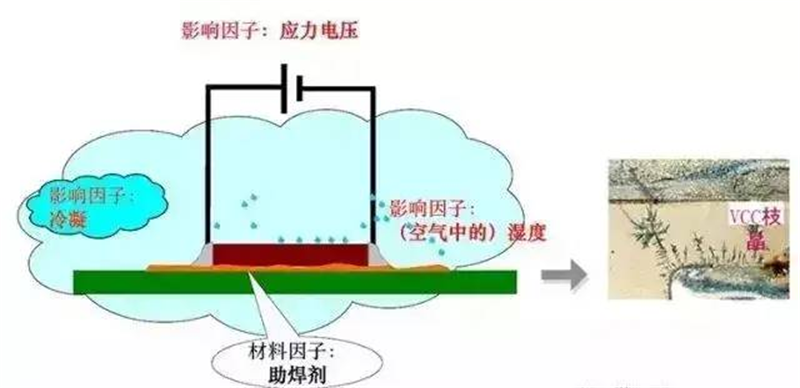
বাষ্প/আর্দ্রতা + আয়নিক দূষণকারী (লবণ, প্রবাহ সক্রিয় এজেন্ট) = পরিবাহী ইলেক্ট্রোলাইট + স্ট্রেস ভোল্টেজ = তড়িৎ রাসায়নিক স্থানান্তর
যখন বায়ুমণ্ডলে RH ৮০% এ পৌঁছাবে, তখন ৫~২০ অণুর পুরুত্বের একটি জলীয় স্তর তৈরি হবে এবং সকল ধরণের অণু অবাধে চলাচল করতে পারবে। যখন কার্বন থাকে, তখন তড়িৎ রাসায়নিক বিক্রিয়া ঘটতে পারে।
যখন RH 60% এ পৌঁছায়, তখন সরঞ্জামের পৃষ্ঠ স্তর 2~4 জলের অণু পুরু জলের ফিল্ম তৈরি করবে, যখন দূষণকারী পদার্থগুলি দ্রবীভূত হবে, তখন রাসায়নিক বিক্রিয়া ঘটবে;
যখন বায়ুমণ্ডলে RH < 20% থাকে, তখন প্রায় সমস্ত ক্ষয় ঘটনা বন্ধ হয়ে যায়।
অতএব, আর্দ্রতা-প্রতিরোধ পণ্য সুরক্ষার একটি গুরুত্বপূর্ণ অংশ।
ইলেকট্রনিক ডিভাইসের ক্ষেত্রে, আর্দ্রতা তিনটি রূপে আসে: বৃষ্টি, ঘনীভবন এবং জলীয় বাষ্প। জল হল একটি ইলেক্ট্রোলাইট যা প্রচুর পরিমাণে ক্ষয়কারী আয়নগুলিকে দ্রবীভূত করে যা ধাতুগুলিকে ক্ষয় করে। যখন সরঞ্জামের একটি নির্দিষ্ট অংশের তাপমাত্রা "শিশির বিন্দু" (তাপমাত্রা) এর নীচে থাকে, তখন পৃষ্ঠে ঘনীভবন হবে: কাঠামোগত অংশ বা PCBA।
ধুলো
বায়ুমণ্ডলে ধুলো আছে, ধুলো শোষণকারী আয়ন দূষণকারী পদার্থ ইলেকট্রনিক সরঞ্জামের অভ্যন্তরে বসতি স্থাপন করে এবং ব্যর্থতার কারণ হয়। ক্ষেত্রে ইলেকট্রনিক ব্যর্থতার ক্ষেত্রে এটি একটি সাধারণ সমস্যা।
ধুলো দুই প্রকারে বিভক্ত: মোটা ধুলো হল 2.5~15 মাইক্রন ব্যাসের অনিয়মিত কণা, যা সাধারণত ফল্ট, আর্ক এবং অন্যান্য সমস্যা সৃষ্টি করবে না, তবে সংযোগকারীর যোগাযোগকে প্রভাবিত করবে; সূক্ষ্ম ধুলো হল 2.5 মাইক্রনের কম ব্যাসের অনিয়মিত কণা। সূক্ষ্ম ধুলোর PCBA (ব্যহ্যাবরণ) এর উপর নির্দিষ্ট আনুগত্য থাকে, যা শুধুমাত্র অ্যান্টি-স্ট্যাটিক ব্রাশ দ্বারা অপসারণ করা যেতে পারে।
ধুলোর বিপদ: ক. পিসিবিএ-র পৃষ্ঠে ধুলো জমে থাকার কারণে, তড়িৎ রাসায়নিক ক্ষয় তৈরি হয় এবং ব্যর্থতার হার বৃদ্ধি পায়; খ. ধুলো + আর্দ্র তাপ + লবণাক্ত কুয়াশা পিসিবিএ-র সবচেয়ে বেশি ক্ষতি করে এবং ইলেকট্রনিক সরঞ্জামের ব্যর্থতা সবচেয়ে বেশি ছিল উপকূল, মরুভূমি (লবণাক্ত-ক্ষারীয় ভূমি) এবং হুয়াইহে নদীর দক্ষিণে মিলডিউ এবং বর্ষাকালে রাসায়নিক শিল্প এবং খনির এলাকায়।
অতএব, ধুলো সুরক্ষা পণ্যের একটি গুরুত্বপূর্ণ অংশ।
লবণ স্প্রে
লবণ স্প্রে গঠন:সমুদ্রের ঢেউ, জোয়ার-ভাটা, বায়ুমণ্ডলীয় সঞ্চালন (বর্ষা) চাপ, রোদ ইত্যাদি প্রাকৃতিক কারণের কারণে লবণের ছিটা হয়। বাতাসের সাথে সাথে এটি ভূ-পৃষ্ঠের অভ্যন্তরে প্রবাহিত হবে এবং উপকূল থেকে দূরত্বের সাথে এর ঘনত্ব হ্রাস পাবে। সাধারণত, উপকূল থেকে ১ কিলোমিটার দূরে থাকাকালীন লবণের ছিটা উপকূলের ১% থাকে (তবে টাইফুনের সময় এটি আরও দূরে প্রবাহিত হবে)।
লবণ স্প্রে এর ক্ষতিকারকতা:ক. ধাতব কাঠামোগত অংশের আবরণ ক্ষতিগ্রস্ত করা; খ. তড়িৎ রাসায়নিক ক্ষয় গতি ত্বরান্বিত করার ফলে ধাতব তারের ভাঙন এবং উপাদানগুলির ব্যর্থতা দেখা দেয়।
ক্ষয়ের অনুরূপ উৎস:ক. হাতের ঘামে লবণ, ইউরিয়া, ল্যাকটিক অ্যাসিড এবং অন্যান্য রাসায়নিক থাকে, যা ইলেকট্রনিক সরঞ্জামের উপর লবণ স্প্রে-এর মতোই ক্ষয়কারী প্রভাব ফেলে। অতএব, সমাবেশ বা ব্যবহারের সময় গ্লাভস পরা উচিত এবং খালি হাতে আবরণ স্পর্শ করা উচিত নয়; খ. ফ্লাক্সে হ্যালোজেন এবং অ্যাসিড থাকে, যা পরিষ্কার করা উচিত এবং তাদের অবশিষ্ট ঘনত্ব নিয়ন্ত্রণ করা উচিত।
অতএব, লবণ স্প্রে প্রতিরোধ পণ্য সুরক্ষার একটি গুরুত্বপূর্ণ অংশ।
ছাঁচ
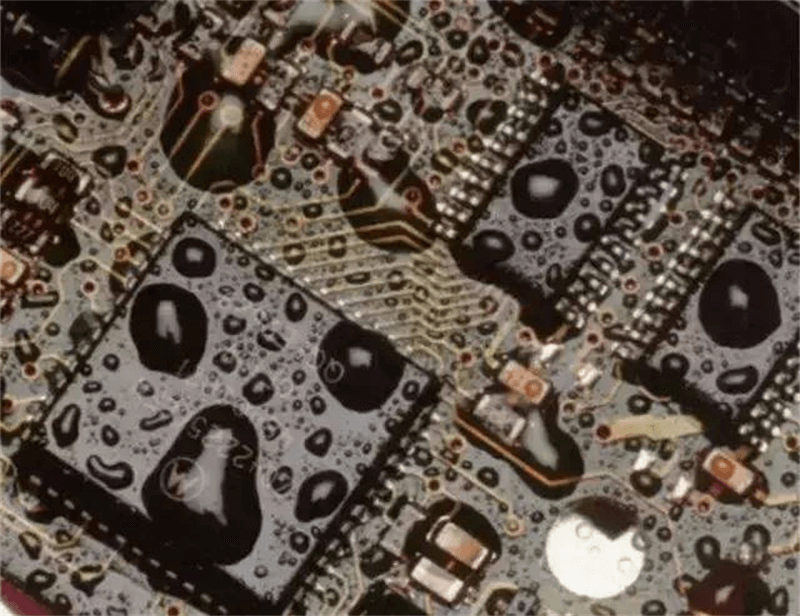
ফিলামেন্টাস ছত্রাকের সাধারণ নাম মিলডিউ, যার অর্থ "ছাঁচা ছত্রাক", যা প্রচুর পরিমাণে মাইসেলিয়াম তৈরি করে, কিন্তু মাশরুমের মতো বড় ফলের দেহ তৈরি করে না। আর্দ্র এবং উষ্ণ জায়গায়, অনেক জিনিস খালি চোখেই জন্মায়, ঝাপসা, ঝাপসা বা মাকড়সার জালের মতো কিছু উপনিবেশ, অর্থাৎ ছাঁচ।
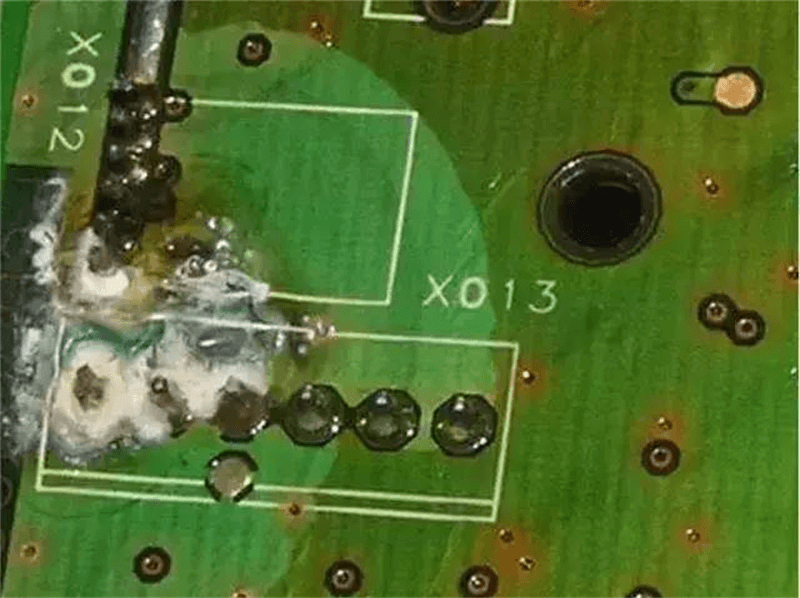
চিত্র ৫: পিসিবি মিলডিউ ঘটনা
ছাঁচের ক্ষতি: ক. ছাঁচের ফ্যাগোসাইটোসিস এবং বংশবিস্তার জৈব পদার্থের অন্তরণকে হ্রাস, ক্ষতি এবং ব্যর্থতা সৃষ্টি করে; খ. ছাঁচের বিপাকীয় পদার্থ হল জৈব অ্যাসিড, যা অন্তরণ এবং বৈদ্যুতিক শক্তিকে প্রভাবিত করে এবং বৈদ্যুতিক চাপ তৈরি করে।
অতএব, ছাঁচ-প্রতিরোধী সুরক্ষা পণ্যের একটি গুরুত্বপূর্ণ অংশ।
উপরের দিকগুলি বিবেচনা করে, পণ্যের নির্ভরযোগ্যতা আরও ভালভাবে নিশ্চিত করতে হবে, এটিকে যতটা সম্ভব কম বাহ্যিক পরিবেশ থেকে বিচ্ছিন্ন করতে হবে, তাই আকৃতি আবরণ প্রক্রিয়া চালু করা হয়েছে।
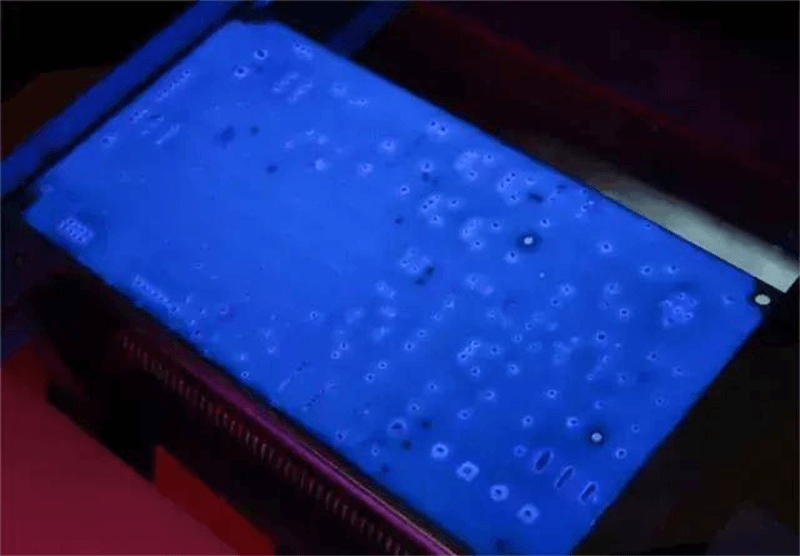
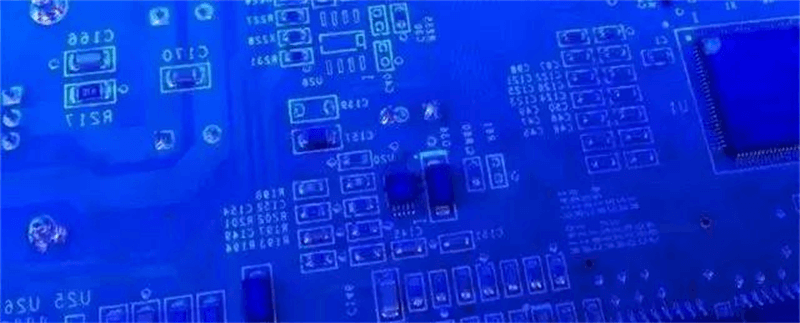
লেপ প্রক্রিয়ার পরে পিসিবি আবরণ, বেগুনি ল্যাম্প শুটিং প্রভাবের অধীনে, আসল আবরণটি এত সুন্দর হতে পারে!
তিনটি অ্যান্টি-পেইন্ট লেপপিসিবির পৃষ্ঠে একটি পাতলা প্রতিরক্ষামূলক অন্তরক স্তর আবরণকে বোঝায়। এটি বর্তমানে সবচেয়ে বেশি ব্যবহৃত পোস্ট-ওয়েল্ডিং আবরণ পদ্ধতি, যাকে কখনও কখনও পৃষ্ঠ আবরণ এবং কনফর্মাল আবরণ (ইংরেজি নাম: আবরণ, কনফর্মাল আবরণ) বলা হয়। এটি সংবেদনশীল ইলেকট্রনিক উপাদানগুলিকে কঠোর পরিবেশ থেকে বিচ্ছিন্ন করবে, ইলেকট্রনিক পণ্যগুলির সুরক্ষা এবং নির্ভরযোগ্যতা ব্যাপকভাবে উন্নত করতে পারে এবং পণ্যগুলির পরিষেবা জীবন বাড়িয়ে তুলতে পারে। তিনটি অ্যান্টি-পেইন্ট আবরণ সার্কিট/উপাদানগুলিকে আর্দ্রতা, দূষণকারী, ক্ষয়, চাপ, শক, যান্ত্রিক কম্পন এবং তাপ চক্রের মতো পরিবেশগত কারণগুলি থেকে রক্ষা করতে পারে, একই সাথে পণ্যের যান্ত্রিক শক্তি এবং অন্তরক বৈশিষ্ট্যগুলিকে উন্নত করতে পারে।
পিসিবির আবরণ প্রক্রিয়ার পরে, পৃষ্ঠের উপর একটি স্বচ্ছ প্রতিরক্ষামূলক ফিল্ম তৈরি করুন, কার্যকরভাবে জল এবং আর্দ্রতা অনুপ্রবেশ রোধ করতে পারে, ফুটো এবং শর্ট সার্কিট এড়াতে পারে।
2. আবরণ প্রক্রিয়ার প্রধান বিষয়গুলি
IPC-A-610E (ইলেকট্রনিক অ্যাসেম্বলি টেস্টিং স্ট্যান্ডার্ড) এর প্রয়োজনীয়তা অনুসারে, এটি প্রধানত নিম্নলিখিত দিকগুলিতে প্রতিফলিত হয়:
অঞ্চল
১. যেসব জায়গায় লেপ দেওয়া যাবে না:
যেসব এলাকায় বৈদ্যুতিক সংযোগের প্রয়োজন হয়, যেমন সোনার প্যাড, সোনার আঙুল, ছিদ্রের মধ্য দিয়ে ধাতু, পরীক্ষার ছিদ্র;
ব্যাটারি এবং ব্যাটারি ফিক্সার;
সংযোগকারী;
ফিউজ এবং কেসিং;
তাপ অপচয় যন্ত্র;
জাম্পার তার;
একটি অপটিক্যাল ডিভাইসের লেন্স;
পটেনশিওমিটার;
সেন্সর;
কোনও সিল করা সুইচ নেই;
অন্যান্য ক্ষেত্র যেখানে আবরণ কর্মক্ষমতা বা পরিচালনাকে প্রভাবিত করতে পারে।
২. যেসব জায়গায় প্রলেপ দিতে হবে: সমস্ত সোল্ডার জয়েন্ট, পিন, উপাদান এবং কন্ডাক্টর।
৩. ঐচ্ছিক ক্ষেত্র
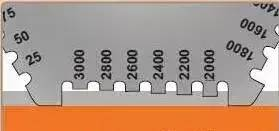
বেধ
মুদ্রিত সার্কিট উপাদানের একটি সমতল, বাধাহীন, নিরাময়কৃত পৃষ্ঠে অথবা একটি সংযুক্ত প্লেটে পুরুত্ব পরিমাপ করা হয় যা উপাদানটির সাথে প্রক্রিয়াটি সম্পন্ন করে। সংযুক্ত বোর্ডগুলি মুদ্রিত বোর্ড বা ধাতু বা কাচের মতো অন্যান্য অ-ছিদ্রযুক্ত উপকরণের মতো একই উপাদান দিয়ে তৈরি হতে পারে। ভেজা ফিল্মের পুরুত্ব পরিমাপ আবরণের পুরুত্ব পরিমাপের একটি ঐচ্ছিক পদ্ধতি হিসাবেও ব্যবহার করা যেতে পারে, যতক্ষণ না ভেজা এবং শুষ্ক ফিল্মের পুরুত্বের মধ্যে একটি নথিভুক্ত রূপান্তর সম্পর্ক থাকে।

সারণী ১: প্রতিটি ধরণের আবরণ উপাদানের জন্য পুরুত্বের পরিসরের মান
বেধ পরীক্ষা পদ্ধতি:
১. শুষ্ক ফিল্মের পুরুত্ব পরিমাপের যন্ত্র: একটি মাইক্রোমিটার (IPC-CC-830B); খ. শুষ্ক ফিল্মের পুরুত্ব পরীক্ষক (লোহার ভিত্তি)
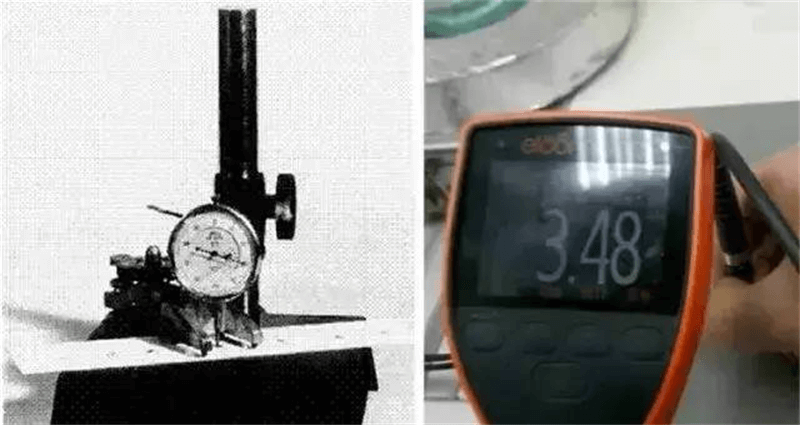
চিত্র ৯। মাইক্রোমিটার ড্রাই ফিল্ম যন্ত্রপাতি
2. ভেজা ফিল্মের বেধ পরিমাপ: ভেজা ফিল্মের বেধ ভেজা ফিল্মের বেধ পরিমাপ যন্ত্র দ্বারা পাওয়া যেতে পারে, এবং তারপর আঠালো কঠিন সামগ্রীর অনুপাত দ্বারা গণনা করা যেতে পারে।
শুষ্ক ফিল্মের পুরুত্ব
চিত্র ১০-এ, ওয়েট ফিল্মের পুরুত্ব ওয়েট ফিল্মের পুরুত্ব পরীক্ষক দ্বারা প্রাপ্ত করা হয়েছিল, এবং তারপর শুষ্ক ফিল্মের পুরুত্ব গণনা করা হয়েছিল
এজ রেজোলিউশন
সংজ্ঞা: স্বাভাবিক পরিস্থিতিতে, লাইনের প্রান্ত থেকে স্প্রে ভালভ স্প্রে খুব সোজা হবে না, সর্বদা একটি নির্দিষ্ট বুর থাকবে। আমরা বুরের প্রস্থকে প্রান্তের রেজোলিউশন হিসাবে সংজ্ঞায়িত করি। নীচে দেখানো হয়েছে, d এর আকার হল প্রান্তের রেজোলিউশনের মান।
দ্রষ্টব্য: প্রান্তের রেজোলিউশন যত ছোট হবে তত ভালো, তবে বিভিন্ন গ্রাহকের প্রয়োজনীয়তা একই নয়, তাই নির্দিষ্ট প্রলিপ্ত প্রান্তের রেজোলিউশন যতক্ষণ গ্রাহকের প্রয়োজনীয়তা পূরণ করে।

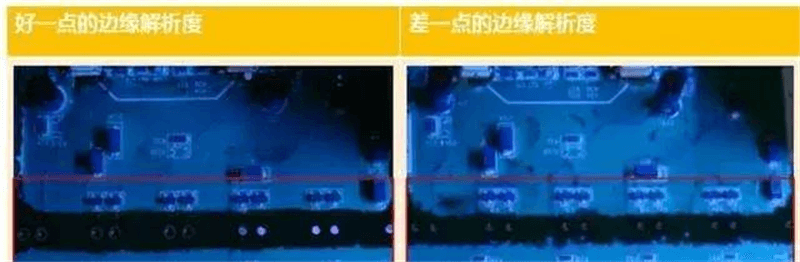
চিত্র ১১: এজ রেজোলিউশন তুলনা
অভিন্নতা
আঠাটি পণ্যের মধ্যে একটি অভিন্ন পুরুত্ব এবং মসৃণ এবং স্বচ্ছ ফিল্মের মতো আবৃত হওয়া উচিত, পণ্যের উপরে আঠার অভিন্নতার উপর জোর দেওয়া হয়, তারপর, একই পুরুত্ব হতে হবে, কোনও প্রক্রিয়া সমস্যা নেই: ফাটল, স্তরবিন্যাস, কমলা রেখা, দূষণ, কৈশিক ঘটনা, বুদবুদ।
চিত্র ১২: অক্ষীয় স্বয়ংক্রিয় এসি সিরিজ স্বয়ংক্রিয় আবরণ মেশিন আবরণ প্রভাব, অভিন্নতা খুব সামঞ্জস্যপূর্ণ
৩. আবরণ প্রক্রিয়ার বাস্তবায়ন
আবরণ প্রক্রিয়া
১ প্রস্তুত করুন
পণ্য এবং আঠা এবং অন্যান্য প্রয়োজনীয় জিনিসপত্র প্রস্তুত করুন;
স্থানীয় সুরক্ষার অবস্থান নির্ধারণ করুন;
মূল প্রক্রিয়ার বিবরণ নির্ধারণ করুন
২: ধোয়া
ঢালাইয়ের পর সবচেয়ে কম সময়ের মধ্যে পরিষ্কার করা উচিত, যাতে ঢালাইয়ের ময়লা পরিষ্কার করা কঠিন না হয়;
উপযুক্ত পরিষ্কারক এজেন্ট নির্বাচন করার জন্য প্রধান দূষণকারীটি পোলার, নাকি নন-পোলার তা নির্ধারণ করুন;
যদি অ্যালকোহল ক্লিনিং এজেন্ট ব্যবহার করা হয়, তাহলে নিরাপত্তার বিষয়গুলিতে অবশ্যই মনোযোগ দিতে হবে: ওভেনে বিস্ফোরণের ফলে সৃষ্ট অবশিষ্ট দ্রাবক উদ্বায়ীতা রোধ করার জন্য ধোয়ার পরে ভালো বায়ুচলাচল এবং ঠান্ডা ও শুকানোর প্রক্রিয়ার নিয়ম থাকতে হবে;
জল পরিষ্কার, ক্ষারীয় পরিষ্কার তরল (ইমালসন) দিয়ে প্রবাহ ধোয়া, এবং তারপর পরিষ্কারের মান পূরণের জন্য পরিষ্কার তরল পরিষ্কার করার জন্য বিশুদ্ধ জল দিয়ে ধুয়ে ফেলুন;
৩. মাস্কিং সুরক্ষা (যদি কোন নির্বাচনী আবরণ সরঞ্জাম ব্যবহার না করা হয়), অর্থাৎ, মাস্ক;
অ-আঠালো ফিল্ম নির্বাচন করা উচিত যা কাগজের টেপ স্থানান্তর করবে না;
আইসি সুরক্ষার জন্য অ্যান্টি-স্ট্যাটিক পেপার টেপ ব্যবহার করা উচিত;
সুরক্ষা ঢালের জন্য কিছু ডিভাইসের অঙ্কনের প্রয়োজনীয়তা অনুসারে;
৪. আর্দ্রতামুক্ত করুন
পরিষ্কার করার পর, ঢালযুক্ত PCBA (উপাদান) অবশ্যই প্রলেপ দেওয়ার আগে শুকিয়ে নিতে হবে এবং আর্দ্রতামুক্ত করতে হবে;
PCBA (উপাদান) দ্বারা অনুমোদিত তাপমাত্রা অনুসারে প্রাক-শুকানোর তাপমাত্রা/সময় নির্ধারণ করুন;
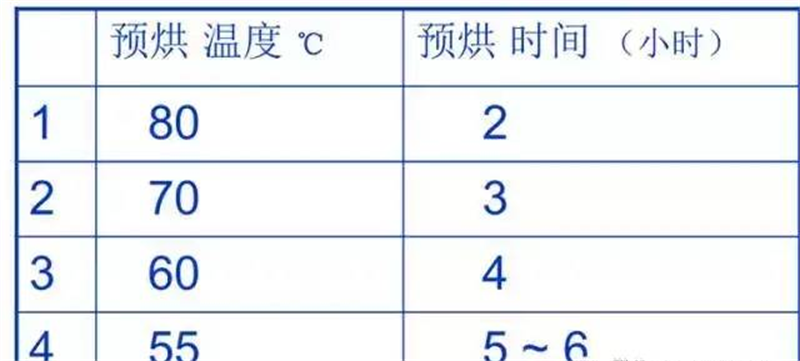
পিসিবিএ (উপাদান) প্রাক-শুকানোর টেবিলের তাপমাত্রা/সময় নির্ধারণের অনুমতি দেওয়া যেতে পারে
৫টি কোট
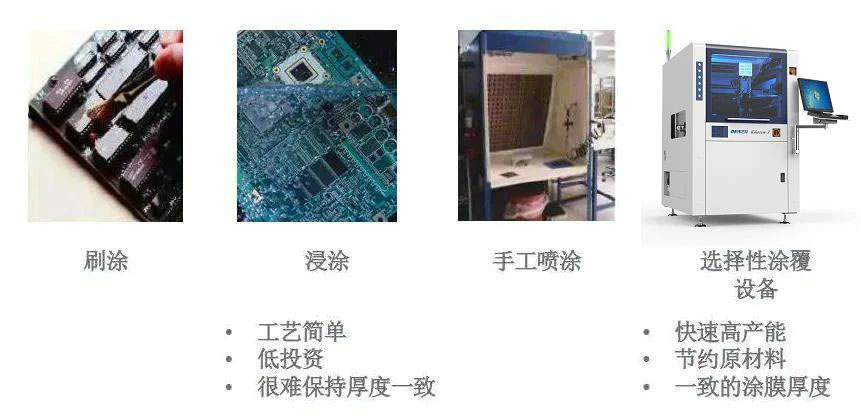
আকৃতি আবরণের প্রক্রিয়াটি PCBA সুরক্ষা প্রয়োজনীয়তা, বিদ্যমান প্রক্রিয়া সরঞ্জাম এবং বিদ্যমান প্রযুক্তিগত রিজার্ভের উপর নির্ভর করে, যা সাধারণত নিম্নলিখিত উপায়ে অর্জন করা হয়:
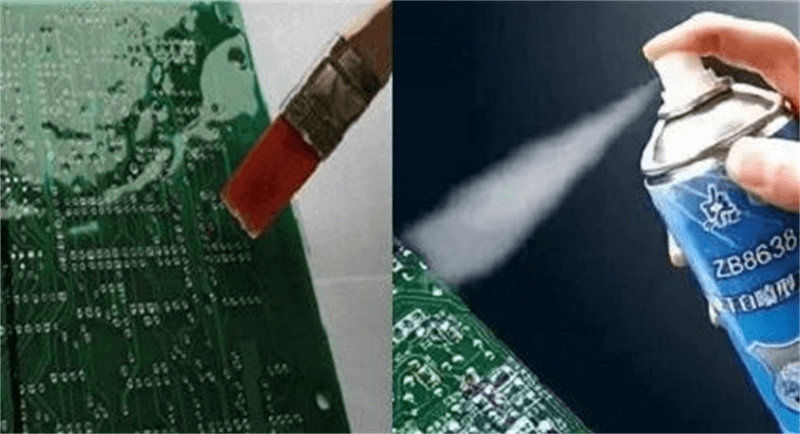
ক. হাতে ব্রাশ করা
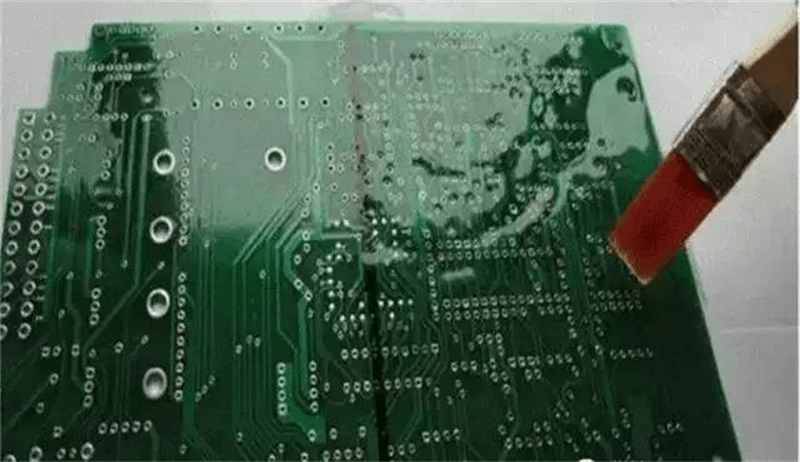
চিত্র ১৩: হাত ব্রাশ করার পদ্ধতি
ব্রাশ লেপ হল সবচেয়ে ব্যাপকভাবে প্রযোজ্য প্রক্রিয়া, ছোট ব্যাচ উৎপাদনের জন্য উপযুক্ত, PCBA গঠন জটিল এবং ঘন, কঠোর পণ্যের সুরক্ষা প্রয়োজনীয়তাগুলিকে রক্ষা করতে হবে। কারণ ব্রাশ লেপ অবাধে নিয়ন্ত্রণ করা যেতে পারে, যাতে যে অংশগুলি রঙ করার অনুমতি নেই সেগুলি দূষিত না হয়;
ব্রাশের আবরণে সবচেয়ে কম উপাদান লাগে, যা দুই-উপাদানের রঙের উচ্চ মূল্যের জন্য উপযুক্ত;
পেইন্টিং প্রক্রিয়ার জন্য অপারেটরের উপর উচ্চ প্রয়োজনীয়তা রয়েছে। নির্মাণের আগে, অঙ্কন এবং আবরণের প্রয়োজনীয়তাগুলি সাবধানে হজম করা উচিত, PCBA উপাদানগুলির নামগুলি স্বীকৃতি দেওয়া উচিত এবং যে অংশগুলিতে আবরণের অনুমতি নেই সেগুলি নজরকাড়া চিহ্ন দিয়ে চিহ্নিত করা উচিত;
দূষণ এড়াতে অপারেটরদের যেকোনো সময় মুদ্রিত প্লাগ-ইন হাত দিয়ে স্পর্শ করার অনুমতি নেই;
খ. হাতে ডুবানো
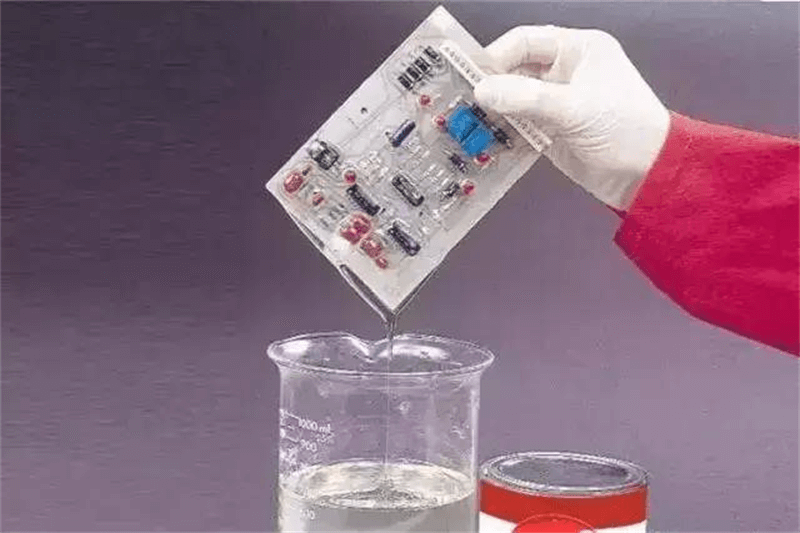
চিত্র ১৪: হ্যান্ড ডিপ লেপ পদ্ধতি
ডিপ লেপ প্রক্রিয়াটি সর্বোত্তম আবরণ ফলাফল প্রদান করে। PCBA-এর যেকোনো অংশে একটি অভিন্ন, অবিচ্ছিন্ন আবরণ প্রয়োগ করা যেতে পারে। ডিপ লেপ প্রক্রিয়াটি সামঞ্জস্যযোগ্য ক্যাপাসিটর, সূক্ষ্ম-সুরকরণ চৌম্বকীয় কোর, পোটেনশিওমিটার, কাপ-আকৃতির চৌম্বকীয় কোর এবং দুর্বল সিলিং সহ কিছু অংশ সহ PCbas-এর জন্য উপযুক্ত নয়।
ডিপ লেপ প্রক্রিয়ার মূল পরামিতি:
উপযুক্ত সান্দ্রতা সামঞ্জস্য করুন;
বুদবুদ তৈরি হওয়া রোধ করতে PCBA উত্তোলনের গতি নিয়ন্ত্রণ করুন। সাধারণত প্রতি সেকেন্ডে ১ মিটারের বেশি নয়;
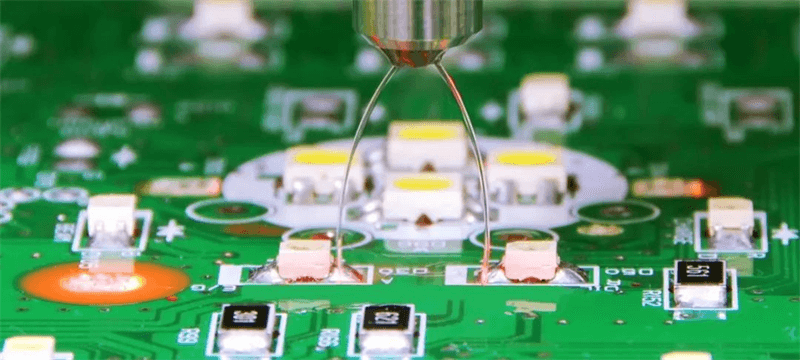
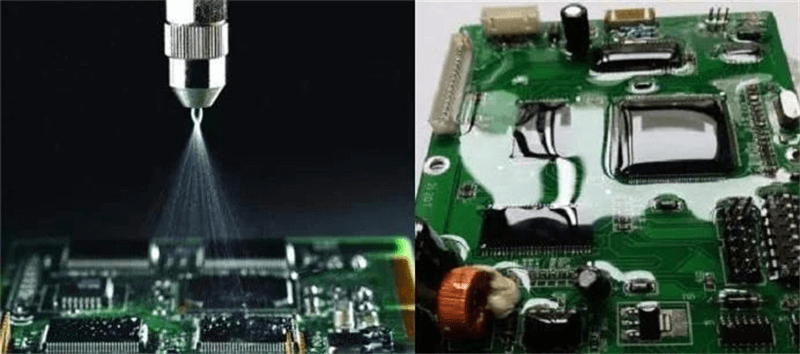
গ. স্প্রে করা
স্প্রে করা সবচেয়ে বেশি ব্যবহৃত, সহজে গ্রহণযোগ্য প্রক্রিয়া পদ্ধতি, যা নিম্নলিখিত দুটি বিভাগে বিভক্ত:
① ম্যানুয়াল স্প্রে করা
চিত্র ১৫: ম্যানুয়াল স্প্রে পদ্ধতি
ওয়ার্কপিসের জন্য উপযুক্ত আরও জটিল, অটোমেশন সরঞ্জামের উপর নির্ভর করা কঠিন, ভর উৎপাদন পরিস্থিতি, পণ্য লাইনের বৈচিত্র্যের জন্যও উপযুক্ত কিন্তু কম পরিস্থিতি, আরও বিশেষ অবস্থানে স্প্রে করা যেতে পারে।
ম্যানুয়াল স্প্রে করার সময় মনে রাখবেন: পেইন্ট মিস্ট কিছু ডিভাইসকে দূষিত করবে, যেমন PCB প্লাগ-ইন, IC সকেট, কিছু সংবেদনশীল কন্টাক্ট এবং কিছু গ্রাউন্ডিং পার্টস, এই পার্টসগুলিকে শেল্টার প্রোটেকশনের নির্ভরযোগ্যতার দিকে মনোযোগ দিতে হবে। আরেকটি বিষয় হল, প্লাগ কন্টাক্ট পৃষ্ঠের দূষণ রোধ করার জন্য অপারেটরের যেকোনো সময় মুদ্রিত প্লাগটি হাত দিয়ে স্পর্শ করা উচিত নয়।
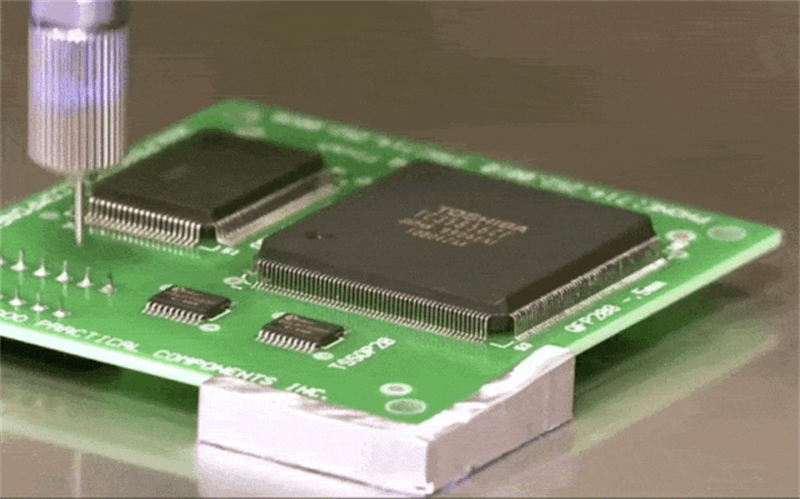
② স্বয়ংক্রিয় স্প্রে করা
এটি সাধারণত নির্বাচনী আবরণ সরঞ্জামের সাহায্যে স্বয়ংক্রিয় স্প্রে করার কথা বলে। ব্যাপক উৎপাদনের জন্য উপযুক্ত, ভালো ধারাবাহিকতা, উচ্চ নির্ভুলতা, সামান্য পরিবেশ দূষণ। শিল্পের আপগ্রেডিং, শ্রম ব্যয় বৃদ্ধি এবং পরিবেশ সুরক্ষার কঠোর প্রয়োজনীয়তার সাথে, স্বয়ংক্রিয় স্প্রে করার সরঞ্জামগুলি ধীরে ধীরে অন্যান্য আবরণ পদ্ধতি প্রতিস্থাপন করছে।
ইন্ডাস্ট্রি ৪.০-এর ক্রমবর্ধমান অটোমেশন প্রয়োজনীয়তার সাথে সাথে, শিল্পের মনোযোগ উপযুক্ত লেপ সরঞ্জাম সরবরাহ থেকে পুরো লেপ প্রক্রিয়ার সমস্যা সমাধানের দিকে সরে গেছে। স্বয়ংক্রিয় নির্বাচনী লেপ মেশিন - লেপ সঠিক এবং উপাদানের অপচয় ছাড়াই, প্রচুর পরিমাণে লেপের জন্য উপযুক্ত, তিনটি অ্যান্টি-পেইন্ট লেপের জন্য সবচেয়ে উপযুক্ত।
তুলনাস্বয়ংক্রিয় লেপ মেশিনএবংঐতিহ্যবাহী আবরণ প্রক্রিয়া
ঐতিহ্যবাহী PCBA থ্রি-প্রুফ পেইন্ট লেপ:
১) ব্রাশের আবরণ: বুদবুদ, তরঙ্গ, ব্রাশের চুল অপসারণ আছে;
২) লেখা: খুব ধীর, নির্ভুলতা নিয়ন্ত্রণ করা যায় না;
৩) পুরো টুকরোটি ভিজিয়ে রাখা: খুব বেশি রঙ অপচয়, ধীর গতি;
৪) স্প্রে বন্দুক স্প্রে করা: সুরক্ষা নিশ্চিত করার জন্য, খুব বেশি ড্রিফট করুন
লেপ মেশিন লেপ:
১) স্প্রে পেইন্টিংয়ের পরিমাণ, স্প্রে পেইন্টিংয়ের অবস্থান এবং ক্ষেত্রফল সঠিকভাবে সেট করা আছে এবং স্প্রে পেইন্টিংয়ের পরে বোর্ড মুছতে লোক যোগ করার দরকার নেই।
২) প্লেটের প্রান্ত থেকে বড় ব্যবধান সহ কিছু প্লাগ-ইন উপাদান ফিক্সচার ইনস্টল না করেই সরাসরি রঙ করা যেতে পারে, প্লেট ইনস্টলেশন কর্মীদের সাশ্রয় করে।
৩) গ্যাসের অস্থিরতা নেই, যাতে পরিষ্কার পরিবেশ নিশ্চিত করা যায়।
৪) সমস্ত সাবস্ট্রেটকে কার্বন ফিল্ম ঢেকে রাখার জন্য ফিক্সচার ব্যবহার করার প্রয়োজন নেই, ফলে সংঘর্ষের সম্ভাবনা দূর হয়।
৫) তিনটি অ্যান্টি-পেইন্ট লেপ পুরুত্বের অভিন্ন, উৎপাদন দক্ষতা এবং পণ্যের গুণমানকে ব্যাপকভাবে উন্নত করে, তবে রঙের অপচয়ও এড়ায়।
পিসিবিএ অটোমেটিক থ্রি অ্যান্টি পেইন্ট লেপ মেশিন, বিশেষভাবে থ্রি অ্যান্টি পেইন্ট বুদ্ধিমান স্প্রে সরঞ্জাম স্প্রে করার জন্য ডিজাইন করা হয়েছে। যেহেতু স্প্রে করার উপাদান এবং প্রয়োগ করা স্প্রে তরল আলাদা, তাই সরঞ্জামের উপাদান নির্বাচনের ক্ষেত্রে লেপ মেশিনটিও আলাদা, থ্রি অ্যান্টি-পেইন্ট লেপ মেশিনটি সর্বশেষ কম্পিউটার নিয়ন্ত্রণ প্রোগ্রাম গ্রহণ করে, তিন-অক্ষ সংযোগ উপলব্ধি করতে পারে, একই সাথে ক্যামেরা পজিশনিং এবং ট্র্যাকিং সিস্টেম দিয়ে সজ্জিত, স্প্রে করার ক্ষেত্রটি সঠিকভাবে নিয়ন্ত্রণ করতে পারে।
তিনটি অ্যান্টি-পেইন্ট লেপ মেশিন, যা তিনটি অ্যান্টি-পেইন্ট গ্লু মেশিন, তিনটি অ্যান্টি-পেইন্ট স্প্রে গ্লু মেশিন, তিনটি অ্যান্টি-পেইন্ট তেল স্প্রে মেশিন, তিনটি অ্যান্টি-পেইন্ট স্প্রে মেশিন নামেও পরিচিত, বিশেষভাবে তরল নিয়ন্ত্রণের জন্য, পিসিবি পৃষ্ঠে তিনটি অ্যান্টি-পেইন্টের একটি স্তর দিয়ে আবৃত, যেমন গর্ভধারণ, স্প্রে বা স্পিন লেপ পদ্ধতিতে পিসিবি পৃষ্ঠে ফটোরেসিস্টের একটি স্তর দিয়ে আবৃত।
নতুন যুগের তিনটি অ্যান্টি-পেইন্ট লেপের চাহিদা কীভাবে সমাধান করা যায়, তা শিল্পে সমাধান করা একটি জরুরি সমস্যা হয়ে দাঁড়িয়েছে। নির্ভুল নির্বাচনী লেপ মেশিন দ্বারা প্রতিনিধিত্ব করা স্বয়ংক্রিয় লেপ সরঞ্জামগুলি পরিচালনার একটি নতুন উপায় নিয়ে আসে,লেপ সঠিক এবং উপকরণের অপচয় ছাড়াই, তিনটি অ্যান্টি-পেইন্ট লেপের জন্য সবচেয়ে উপযুক্ত।
পোস্টের সময়: জুলাই-০৮-২০২৩





